Author(s): <p>Rudimar Pedro*, Lauren da Cunha Duarte, Tauhana Eineck, Fernanda Vilasbôas and Pietra Barasuci Hammes</p>
The northern region of the state of Rio Grande do Sul, Brazil, is an important polo industrial metal / mechanical, with an extensive and varied portfolio of equipment, principally the manufacture of agricultural implements. In the foundry parts used in the manufacture of agricultural machinery, a large amount of sand is used, generating waste according to the NBR 10004/2004 standard, which deals with the classification of solid waste as its potential risks to the environment and health class II THE. This class includes non-hazardous waste and non-inert. Except in cases of waste containing large amounts of “molds machos’’, in this case framed as ‘’dangerous’’ class I. Its environmentally correct disposal in controlled or sanitary landfills represents an important expense in the cost table and requires careful management for the industries that are directly responsible for incidents and accidents and co-responsible for possible environmental liabilities futures, even with referral to paid landfills. Specifically, this paper seeks search a method of using foundry waste and its blanketing, more precisely, the Sands used in the manner of manufacture of cast piece, Replacing the natural sand, water, foam produced With the espumigeno coconut fatty acids, cement as a binder in the manufacture of blocks of cellular concrete espumígeno (bcce), and consequent use in civil construction. In this context it seeks the state of the art in the construction of theoretical and practical knowledge about the topic, and also based on the models studied in research and publications by this author, using similar residues.
The cellular concrete foamy is a lightweight concrete that distinguishes it from other types of concrete, due to the presence of foam to the inside of the mortar. This foam is formed by air bubbles, in which the same acts on the behavior of the concrete. Parameters such as determination of the additive, volume of bubbles generated among others that need to be understood and determined, because these directly influence in the formulation, workability, density and resistance of cellular concrete foamy [1].
The cellular concrete espumígeno is a lightweight concrete that distinguishes itself from the others, due to the presence of foam to the inside of the mortar. This foam is formed by air bubbles, which alter the physico-chemical characteristics of concrete. Parameters such as dosage of the additive, volume of bubbles generated among other parameters that need to be understood and determined, because these directly influence in the formulation, workability, density and resistance of cellular concrete foamy [1].
In accordance with Teixeira Filho e Tezuka the cellular concrete espumígeno is classified as lightweight concrete with mass specific dry between 400 kg/m³ and 1,900 kg/m³, generated by the use of a chemical additive espumígeno, who acts through the action of equipment generating bubbles and forming foam, which blend with the mortar base, without additives [2].
Additives are defined as substances, which are intentionally added to concrete, with the aim of strengthening/improve certain characteristics, including favoring their preparation and use [3].
According to Chairman et al., The dosage of espumígeno additive should be defined by attempts, which depends on the type of additive, mixing time and volume and density of the concrete [4]. The mixing time interferes with the amount of void that modify the specific mass and resistance of cellular concrete espumígeno. The formation of foam can be pre-generated in equipment generators of bubbles, which combines the solution (additive + water) with compressed air.
According to NBR 8953, the concretes are classified by the specific mass according to the following table [5].
|
Nomenclature |
Specifies dry mass (kg/m³) |
|
Lightweight concrete (CL) |
<2000 |
|
Normal concrete (C) |
2000 a 2800 |
|
Heavy concrete or Denso (CD) |
>2800 |
Source: Adapted from the NBR 8953.
Mello Classifies cellular concrete in two groups, the aerated with agent espumígeno (pre-formed foam) and the aerated chemically (also called gaseous fuels), as the following figure [6].
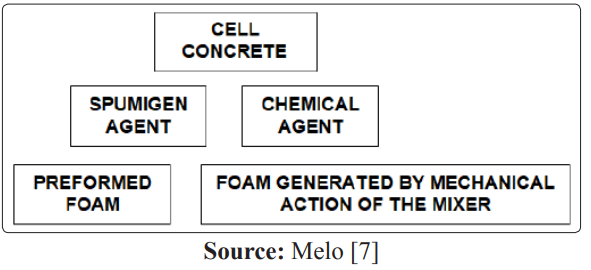
Figure 1: Classification of cellular concrete
The strategy proposed for the dosage of additive for cellular concrete espumígeno is related to the quantity components, and with of mass especific apparent in the fresh state, and not with the compression resistance. In addition, there are several variables related with the additive incorporator of bubbles, which may influence the production and properties of cellular concrete espumígeno, in fresh and hardened, which were not determined until the present moment [8].
Colaço et al., Comment in his article that although the reduction in the mechanical resistance of the cellular concrete espumÍgeno, the incorporation of air improves workability and the behavior of the material during transport, which is carried out with a lower probability of segregation and reduces the exudation [9].
The sand disposed of foundries, is one of the residues resulting from the process of manufacture of parts and components, is a material rich in silica and clay, derived from a composition with natural sand, which is extremely thin if compared with the natural raw material, current and classified by the Brazilian standard NBR 10004, as resídua class II, non-hazardous waste and inert not Andrade et al., [10].
In the process of molding in foundry industries of metals are used for large quantities of sand in the formation of molds, for both ferrous and non-ferrous metals. All sand is recycled and reused several times during the casting process. When there is no longer able to reuse it in the molding process, by deficiencies in the physico-chemical characteristics, the sand is removed from the system and becomes a by-product, known as discarded Foundry sand Andrade et al., [10].
Second annual performance information of the Brazilian Association of Foundry-Abifa, In Brazil were generated more than 2.1 million tonnes of castings, of which, the Southern region is responsible for the generation of 5.2% and, in relation to the exportation, represent more than 886 thousand tons in the period [11].
For the residual Foundry sand casting is reused, it is indispensable to the development of a management plan, structuring of measures linkages between the generating companies of the residue and the addressees. To ensure that the market for foundry sand is residual modernize according Klinsky, there are three fundamental challenges to be analyzed [12].
According Scheunemann the basic conditions for the foundry sand to have an acceptable performance, are its characteristics of dimensional and thermal stability, have adequate size and shape of particles, and must be chemically inert to molten metals, cannot be easily wetted by molten metals, it cannot be easily wetted by molten metals; contain no volatile elements, available in large quantities and at reasonable prices, Purity and pH in accordance with the requirements of the systems ligands, And compatible with the current and new chemical binders, as they are being developed [13].
In Brazil, according to the Resolution Consema, The sand foundry can be used in the asphalt mixtures and artifacts of concrete, provided that they are elements without structural function, and which meets the requirements regarding its toxicity [14].
Casotti, Filho e Castro, Argue that the uses of Foundry sand discarded present themselves as the most used for the manufacture of ceramics from molten metals due to technological simplicity, low cost and ease in the regeneration of the same after the procedure [15].
In relation to the studies carried out, it is worth quoting the work of Berti, Batista e Akasaki As regards the use of sand for disposal of foundry at replacing part of the natural sand in mortar, being that the tests for resistance to compression made it was obtained, in replacement of 50%, a superior resistance compared to the sample without the addition [16].
Silva Highlights that in Europe and Australia, the method of reuse of foundry waste is still very recent, but it is classified as a priority in the industry and is growing development [17].
It is worth quoting the work of Jacques, Studying the technical feasibility of the use of concrete waste in the production of new concretes [18].
Pagnussat He evaluated the potential use of granulated slag of casting (EGF) in the manufacture of interlocked floors of concrete [19].
Mello reviewed the evaluation and performance of the possibility of the incorporation of green sand casting in external adhesive mortar, for settlement of ceramic material [6].
Angst, Vendruscolo Analyzed the possible use of casting sand in the production of cement stabilized soil bricks [20].Table 2 shows the main countries and uses the area for disposal of casting.
|
Country |
Use/ Applications |
|
Belgium |
Byproduct of civil construction, roads, manufacture of cement and bricks |
|
Denmark |
The Filling Material/ material base and sub-base for roads. |
|
France |
Asphaltic mixtures |
|
Sweden |
Final coverage of landfills and internal layers of drainage systems. |
|
Germany |
Asphaltic mix and civil construction |
|
Australia |
Production of cement, concrete and bricks, asphalt and corrective mixture of soil. |
|
Finland |
Composting Additive |
|
United States of America |
Remediation of degraded soils. |
|
Brazil |
Incorporation in layers of asphalt, concrete, bricks and mortar. |
Source: adapted from Silva. (2010).
According to Rodrigues, The constant evolution of inspectorate and creation of standards relating to standards correct referring of the sand casting, the Rio Grande do Sul, is growing in RS , and s companies invest in research to reduce the sending to industrial landfills, to ensure that residues of casting sand can be recycled externally [21]. Classified as non-hazardous waste of Class II - not inert, according to Brazilian Standard NBR 10004, 2004, the Brazilian Association of Technical Standards (ABNT). Still according to Rodrigues, The cost per tonne for disposal in landfills or landfill of hazardous industrial waste, is approximately R$ 280.00 per tonne [21].
The following figure shows the way in which it is distributed to destination of stretches of discard in Rio Grande do Sul [22].
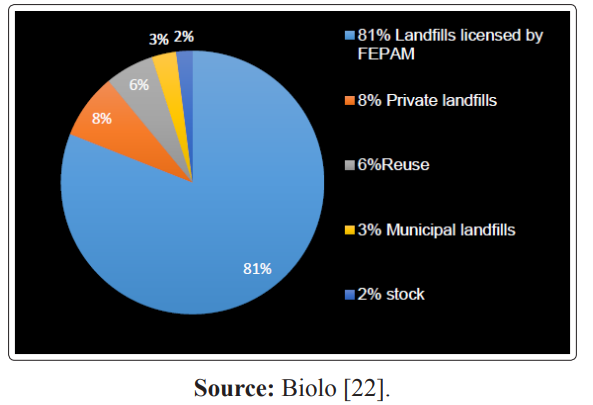
Figure 2: Destination of waste foundry in Rio Grande do Sul
The following shall be reported to the methodology that will be used for research and development of this work.
The residues studied are generated by the industrial process, in the manufacture of molds used in the casting of parts used in the metal mechanics industry. The molding with sand using bentonite as a ligand (green sand, cement, silicates, or organic resins in the hot cure, there are reproductions that only use sand. In all these cases described are used collapsible molds mold (1 mold =1st part).
The amount of residues of casting (sand casting) generated in the metal-mechanical pole of the city of Passo Fundo is approximately 120 tons/month, in the form of thin, bentonite, dextrin, wood dust, and in some cases phenolic resins and small fragments of metals.
The following figures show manufacturing equipment for green sand molds for casting mold ready for use and waste of sand casting.

Figure 3: Foundry waste
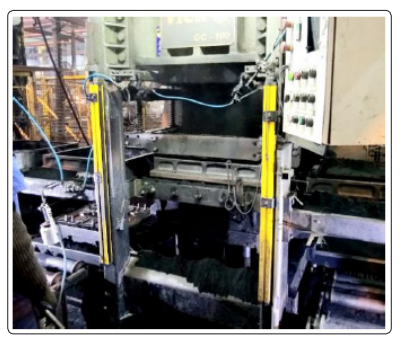
Figure 4: Mold making equipment

Figure 5: Ready-to-use mold

Figure 6: Ready-to-use mold
Initially the waste (sand casting) shall be classified in accordance with Conama Resolution 313:2002, NBR 10004, NBR 10007.
After classification, the analyzes of characterization, such as: specific mass which will be determined by gravimetry phones, by means of a pycnometer, according NBR NM 52. Density, surface area, particle size following NM 46:2003, granulometric distribution by cilas, mineralogy and morphology of particles by x-ray diffraction, elemental chemical analysis with x-ray fluorescence, Bjh pore size distribution desorption for sampling the size and distribution of pores, morphological analysis of the residue by electronic scanning microscopy (MEV) coupled to energy dispersive spectroscopy (EDS).
The agent espumígeno will be evaluated for pH, viscosity, density and foam stability. The viscosity will be measured by the time that a fixed volume of liquid spends to seep through a hole in the bottom of a container, in case a Glass Ford number 5, the viscometer shall be levelled, by adjusting the levelling feet, and the Ford cup filled with the sample until the highest level.
For the determination of the stability of the foam will be used an essay adapted from Ross-Milles, preparing a dispersion in water at 20% (p/p) of espumígenos agents to be compared. The methodology consists in pouring to 100 ml of the solution into a beaker of mouth closed, stirring by hand five times by inversion. The volume of foam formed measured after five minutes of finished the agitation, aiming to evaluate the maintenance of the same.
The dilution of espumígeno agent shall be determined by the density of the foam formed in a series of dilutions, from 1:10 until 1:90, to evaluate which relationship will better density and greater stability. The foam should be formed by mechanical agitation, with time set in 2 minutes of strong agitation. The pH is measured on pHmetro vise and density should be close to 0.085 g/cm³.
The description of the water and cement CP V ARI - High content of ALITA and aluminum tricalcium, C3A and drinking water, are widely known and well characterized.
The Foundry sand will be used in a natural way, only destorroada and sifted for separation of carepas and other materials which do not comply.
The production of the bcce will be stipulated with process control parameters that can be replicated industrially, with all its data compiled and passiveis comparison, using agent espumígeno, produced exclusively for the tests.
Jazer it will become a batch of 36 cylindrical bodies of evidence with dimensions of 10 cm x 20 cm height , following NBR 5738. After 24 hours should be desmoldados and left in natural healing, for 28 days.
Parameters such as mechanical resistance:
The figure below shows the flowchart that will be used in the preaching of the bodies of evidence.

Figure 7: Flow diagram of production of the BCCE
The results that will be obtained from the bench experiments may indicate a promising and allow us to infer that the residues of casting sand have important potential in the substitution of natural sand in the manufacture of blocks of cellular concrete.
In previous studies, developed by the author, it was possible to prove that some mineral residues, obtained in a variety of industrial processes, have the potential to be reused in some sectors of the civil construction industry [23,24].
The processes of characterization, manufacturing and healing that you want to use in the future researches are environmentally friendly and meet requirements of clean production and + more clean, obey the Brazilian standards and can decrease the extraction of natural sand, activity that in some cases produce unwanted side effects to the environment.