Author(s): Omar Al Denali*, Abdaziz Badi and Fathi Alfazani
Oxygen Free High Conducting Copper (OFHC) is one of the reasons materials for numerous applications due to its high thermal conductivity, great machinability, and great quality In this paper, an adaptive neuro-fuzzy inference system (ANFIS) is developed as a predicting model of the machining performance of OFHC measured for surface roughness in terms of process parameters, namely, the cutting feed rate or feed per tooth, axial depth of cut, radial depth of cut, and the cutting speed. The validation of the model was performed based on both Nash-Sutcliffe model efficiency coefficient (NSE) and Root mean square error (RMSE), the values of (NSE) and (RMSE) were 1.00 and 0.003 respectively, which indicates the model is reliable and has very good accuracy and performance.
Copper (Cu) is extensively used in electronic devices and motors, as well as power generation, power transmission, and power distribution [1]. Achieving higher efficiencies in Cu electrical conductors and motor applications through the incorporation of conductive additives into the material matrix to overcome the material property limitations of Cu is an emerging field [2]. Conductor grades of Cu include C10100 (99.99% minimum purity Cu) and C11000 (99.9% minimum purity Cu). C10100 is often referred to as oxygen-free high conductivity (OFHC) Cu, and is used in electrical applications such as busbars, transistor components, or anodes [1]. C11000 Cu is used in electrical wire, stranded connectors, and switches, and contains a maximum oxygen content of 0.04 wt. %- to remove impurities from the Cu matrix [3]. Electrical conductivity is often presented in values of % of the international annealed copper standard (% IACS) as opposed to the units of volumetric resistivity (Ω·m) or conductivity (S/m) for easy comparison between Cu purities [4]. Moreover, many previously published research has talked about the pre work of (OFHC) which has to be performed to obtain good surface roughness after diamond turned [5,6]. The request for high quality of finished OFHC Cu material (like a mirror finish surface) is increasing at a brisk pace for its use in many sectors, like manufacturing, electrical, electronics, nuclear, and medical science [4-6]. To obtain a good quality of surface finished products, the selection of proper process parameters is very essential decision [7].
End milling process is one of the most important metal removal manufacturing processes, its widely used process for machining parts in numerous applications such as aerospace, automotive, and several manufacturing industries [8,9]. It is well known that the surface roughness is an important output parameter in the machining process, and the input process parameters are the cutting feed rate or feed per tooth, axial depth of cut, radial depth of cut, and the cutting speed [10].
Modeling and prediction of machining process parameters in the design stage plays a vital role to reach the precision design and manufacturing accuracy of the machined products. Incorrect design and inaccuracies in machining process parameters lead to errors in position and orientation of machined features on the machined part, and strongly affect the process capability in the final product quality [11]. When a work material is located on an installation for machining or assembly operations, the variation that results from machining parameters influence the datum and target and highlights on the machined part. In this way, unequivocally influence the assimilability and the quality of the product [11].
Among the various methods used to model and predict the surface roughness produced from milling operation, the present article demands a brief review of modeling milling operation using adaptive neuro fuzzy inference system (ANFIS) as an approach of Artificial intelligence technique. Artificial intelligence is implemented as a prediction method because of its significant advantages. The mean cutting force of milling operation was predicted by taking two inputs such as feed and depth of cut by Artificial neural network (ANN) model [12].
Comparing with other regression prediction models in artificial intelligence, adaptive neuro fuzzy inference system (ANFIS) is more accurate for modelling the nonlinear input-out relationship [13]. ANFIS model was investigated and analyzed for flexible prediction of Surface roughness of end milled parts. After prediction they compared prediction results based on mean square error with respect to multi-layer feed forward neural network (MFNN) model and finally it was concluded that the ANFIS is better than MFNN for regression. Also, they concluded that the convergence speed for proposed ANFIS model is higher than the (MFNN) [14]. ANFIS is also utilized for condition monitoring in milling operation to predict the flank wear of the cutting tool [15]. Also, this model was utilized for prediction of surface roughness of a typical die made by ball end milling operation. The model was compared with the theoretical model and response surface methodology model based on root mean square error (RMSE) and root mean percentage error (MAPE) and it was found that the proposed ANFIS prediction model more accurate and gives less amount of error [16].
According to the literature presented above, its obviously observed that there is a need for developing an accurate prediction model for end milling of oxygen-free high conductivity copper. In this paper intrduced an accuarte and relible prediction model, using ANFIS technique, to predicet the effect of end milling process parameters of OFHC namley, the cutting feed rate or feed per tooth, axial depth of cut, radial depth of cut, and the cutting speed on the roughness average (Ra) of OFHC.
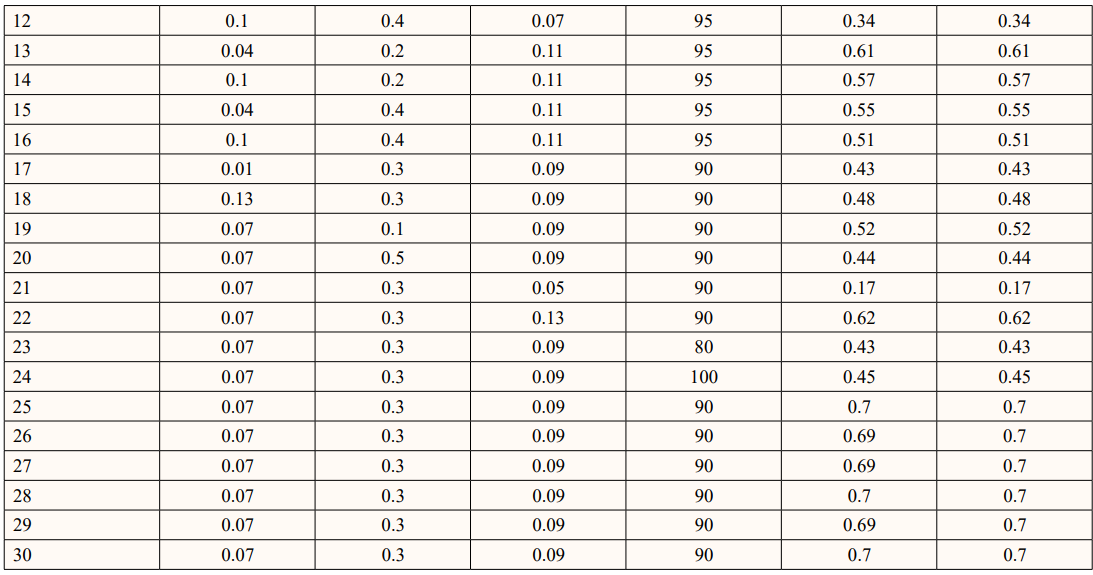
The designed experimental data of end milling of oxygen-free high conductivity copper shown in Table 1 was obtained from previous published work [17]. The input process parameters are the cutting feed rate or feed per tooth, axial depth of cut, radial depth of cut, and the cutting speed, 30 experiments were carried out. The output response selected is n the surface roughness of the milled OFHC copper.
ANFIS utilizes both of the neural network and fuzzy logic systems to develop a relationship between input and output system parameters. The basic architecture of the ANFIS model is shown in Figure 1.
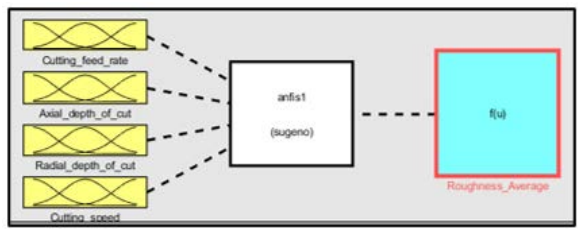
Figure 1: Four ?nputs and One Output Fuzzy ?nference System for Roughness Average
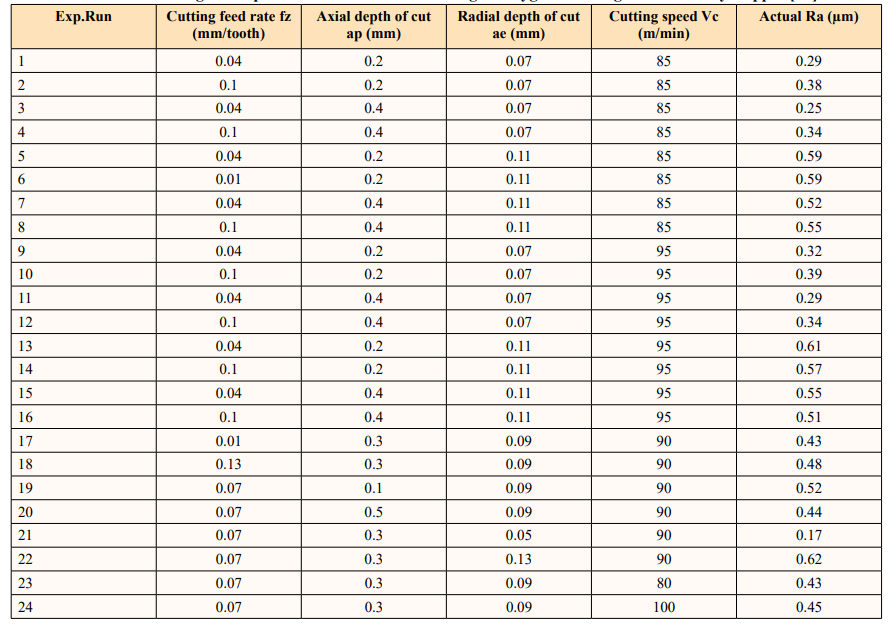

Figure 2 shows a five-layer neural network through which the ANFIS model training was performed. Input values (crisp signal), cutting feed rate, axial depth of cut, radial depth of cut, and cutting speed were converted to fuzzy values through the membership functions. The key roles when creating the ANFIS model are the membership function and the rule base. Based on experimental data, a set of rules was generated by defining the number and type of membership functions.
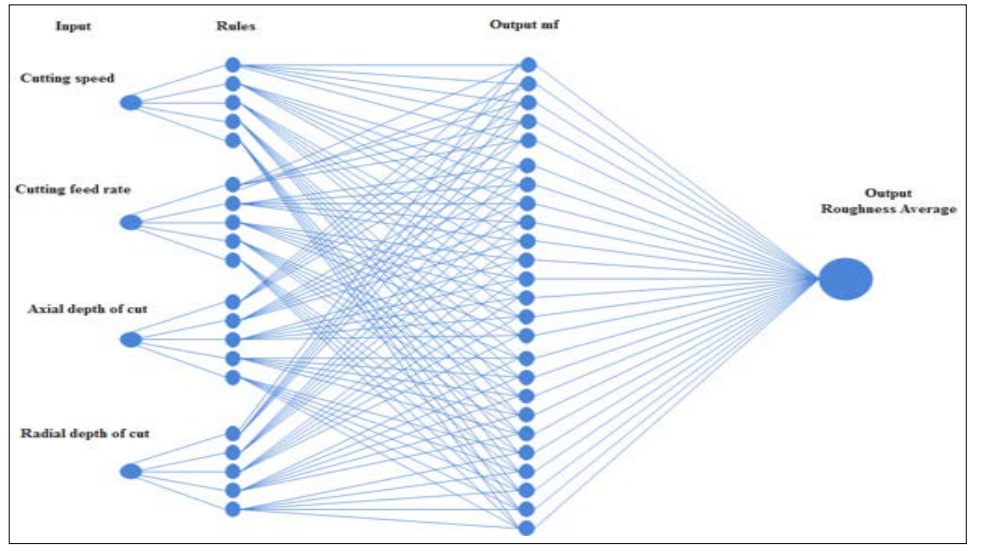
Figure 2: Adaptive Fuzzy ?nference System
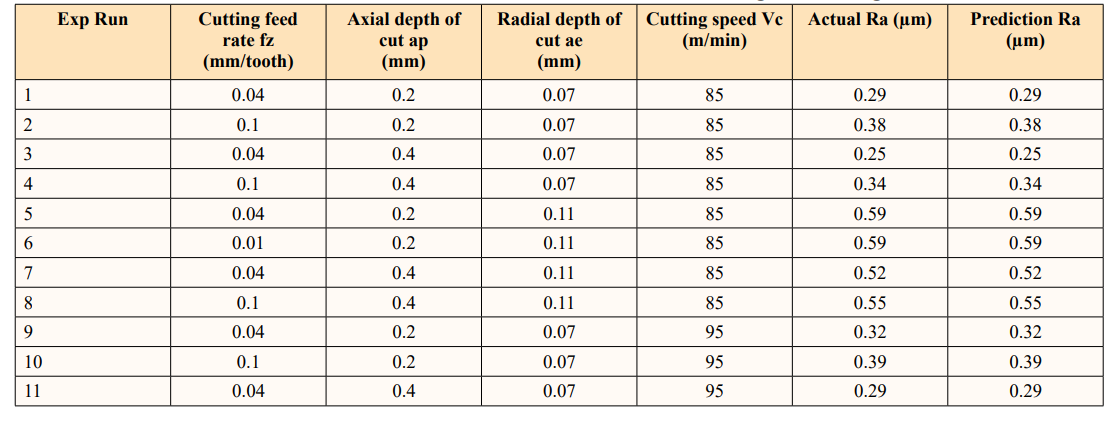
The actual values of the roughness average obtained by the experimental and the predicted values of the roughness average calculated using ANFIS model are shown in Table 2.
To validate the ANFIS model, a comparison between the actual values and the predicted values of roughness is presented based on the root mean square error (RMSE) value. This value was calculated using (Equation 1).
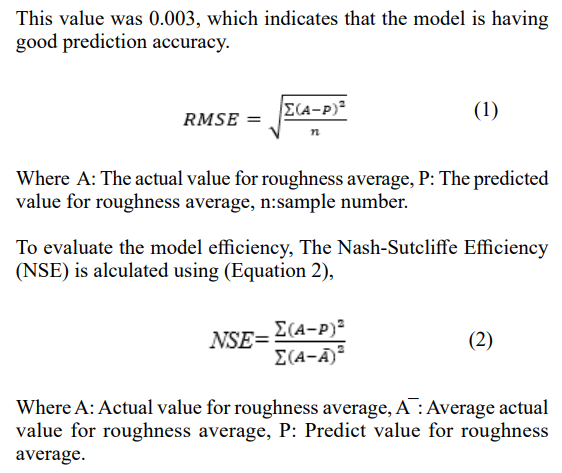
The value of the NSE is 1.00, which indicates that the model is very good.
The comparsion between the acutal and perducted valuers is also investiagted. Figure 3 shows the comparison between the actual values and the predicted values of roughness average. It can be observrd, from Figure 3, that the ANFIS models can reflect the actual value of the roughness average.
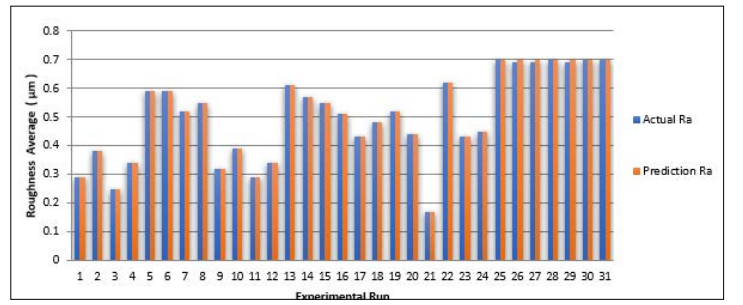
Figure 3: Comparative between Actual and Prediction
The present study implemented ANFIS approach and successfully developed a prediction model that can correlate the effect of cutting speed, depth of cut, feed per tooth, and step over on surface roughness in end milling of OFHC copper. The accuracy of the developed model was tested by calculating the Nash–Sutcliffe model efficiency coefficient (NSE) and the Root mean square error (RMSE) the values of both were 1.00 and 0.003respectively which indicated that the developed model is reliable and accurate and can be successfully used to predict the surface roughness in end milling of OFHC copper.